
Текст научной работы на тему «Влияние шероховатости систем лакокрасочных покрытий на эксплуатационные свойства самолетов»
Л.В. Семенова, Н.Д. Родина, Н.И. Нефедов
ВЛИЯНИЕ ШЕРОХОВАТОСТИ СИСТЕМ ЛАКОКРАСОЧНЫХ ПОКРЫТИЙ НА ЭКСПЛУАТАЦИОННЫЕ СВОЙСТВА САМОЛЕТОВ
Ключевые слова: лакокрасочные материалы, шероховатость поверхности, дефекты покрытия, профи-лограф.
Key words: paints and varnishes, surface roughness, coating defects, profilograph.
При изготовлении самолетов, их окраске и в процессе эксплуатации иа внешней поверхности образуются неровности (выступы и впадины), влияющие на эксплуатационные характеристики изделия, прежде всего на расход горючего, скорость и дальность полета.
Различают микро- и макронеровности:
— шероховатость, т. е. совокупность неровностей поверхности с относительно малыми шагами на базовой длине;
— загрязнения, т. е. прилипшие к поверхности частицы твердых веществ (пыль, песок, сажа и т. п.), распределение которых нерегулярно;
— микротрещины, образующиеся в процессе эксплуатации под воздействием факторов старения и эрозии, представляющие собой углубления с относительно большими шагами;
— волнистость, т. е. макронеровности на поверхности, имеющей определенную шероховатость, характеризующиеся плавными переходами от выступов к впадинам и величиной отношения высоты выступов к шагу 0,001-0,004;
— выступание или западание головок заклепок, болтов, винтов;
— выступание сварных швов, вмятины контактной сварки, утяжка обшивки по заклепочным швам;
— уступы и зазоры по створкам, люкам и т. п.
Распространенное в авиационном материаловедении понятие «шероховатость» поверхности включает в себя, в большинстве случаев, все ука-
Поэтому в последнее время вновь возрос интерес к улучшению качества поверхности самолетов, что обусловлено не в последнюю очередь соображениями экономии горючего.
В соответствии с ГОСТ 2789-73 для количественной оценки микронеровностей применяется следующая закономерность:
Ка — 1 /К*)| ¿х ^ IХМ; 1 0 п 1
По мнению авторов, суть величин Н, Ь, п, а также параметра Ятвх ясна из рис. 1.
В ВИАМ проведены работы [4, 5] по определению влияния различных факторов на шероховатость систем ЛКП на образцах из стали ВНС-2, титанового сплава ОТ4 и алюминиевого сплава 1420. Исследовали различные системы ЛКП (ОСТ1 90055-85):
— система №419 — эмаль КО-856 серого цвета с толщиной покрытия 50 мкм;
— система №384 — эмаль УР-1161 серого цвета с толщиной покрытия 40 мкм;
— система №256 — эмаль АС-1115 белого цвета с толщиной покрытия 60 мкм;
— система №210 — эмаль ЭП-140 белого цвета с толщиной покрытия 70 мкм.
Шероховатость измеряли с помощью профило-графов моделей 283, 280, 201 (ММЗ «Калибр») до и после окраски одних и тех же участков образцов.
Параметры шероховатости поверхностей с различной подготовкой поверхности, без покрытия и с ЛКП
Основной материал Вид обработки Параметры шероховатости, мкм
без покрытия с лакокрасочным покрытием
Ra Rz эмаль КО-856 эмаль ЭП-140 эмаль АС-1115 эмаль УР-1161
Ra Rz К™ Ra Rz Кт1х Ra Rz Кт1х Ra Rz R|mx
Сталь ВНС-2 Пескоструйная обработка+химическое пассивирование 2,3 15,6 17,1 1,4 5,2 6,8 0,9 3,6 5,1 0,4 0,9 1,6 0,1 0,3 0,4
Травление+химическое пассивирование 1 4,5 6,2 1,1 4,8 5,8 1 3,3 5 0,3 0,9 1,3 0,05 0,3 0,5
Сплав 1420 Ан.Оке.нхр 1,2 3,8 6 1,1 5,2 7 1 3,5 5 0,3 0,9 1,3 0,2 0,7 1
Хим.оке. 1,5 5,5 7,8 1,2 5,2 7,2 1 3,7 5,2 0,3 1 1,4 0,1 0,3 0,8
Состояние поставки 0,15 0,7 0,9 1,2 4,8 5,7 1 3,7 5 0,2 0,7 1,1 0,05 0,2 0,3
Сплав ОТ4 Пескоструйная обработка+химическое пассивирование 2,7 15 18 1,1 4,6 6,4 0,9 4,3 6,2 0,4 1,2 2,3 0,1 0,5 1
Травление+химическое пассивирование 1 3,5 5 1 4,8 5,8 0,9 4,1 5,2 0,2 0,9 1,3 0,1 0,3 0,6
Термообработка 1,4 4,8 7,8 1 4,5 6,1 1 4 5,2 0,3 1 1,2 0,05 0,4 0,7
Зависимость шероховатости поверхности от качества покрытия на основе белой эмали АК-1206 (ОСТ1 90055-85), нанесенного на подложку из алюминиевого сплава Ан. Оке. нхр
Дефект покрытия (ГОСТ 9.032-77) Параметры шероховатости*, мкм
Шагрень Запыл 0,1 0,7 1,9 0,2 2 11,5 0,3 8,2 >14,3
* Измерение на профилографе-профилометре (модель 280). Я, мм
Рис. 2. Профили элементов соединений, полученных с помощью точечной электросварки (а), аргоно-дуговой электросварки (б) и свинчивания (в)
окраски авиационной техники из-за большого габарита, сложности профиля поверхности, несовершенства оборудования и условий окраски. Установлено, что такие дефекты покрытия — многократно ухудшают параметры шероховатости (табл. 2).
нений с головками винта под крестообразную отвертку из двух пластин внахлест.
В случае винтовых соединений западающие головки винтов и шлицы заполняли шпатлевкой, затем после выравнивания поверхности путем зачистки шпатлевки шкуркой наносили на поверхность образца грунтовки и эмали АС-1115, УР-1161, КО-856.
Образцы со сварными соединениями красили без шпатлевания.
Измерения неровностей проводили по индикаторной методике. Установлено, что повышение качества поверхности шпатлеванием и нанесением ЛКП существенно зависит от качества установки крепежа, клепки или сварки.
Эффект шпатлевания и окраски хорошо проявляется в случае винтовых соединений. В образцах сварных соединений слой ЛКП по профилю практически повторяет профиль технологической неровности на поверхности металла, не снижая величины неровности.
1. Чеботаревский В.В., Кондратов Э.К. Технология лакокрасочных покрытий в машиностроении. М.: Машиностроение. 1978. 295 с.
2. Кондратов Э.К., Кузнецова В.А., Семенова Л.В., Лебедева ТА., Малова Н.Е. Развитие авиационных лакокрасочных материалов //Все материалы. Энциклопедический справочник. 2012. №5. С. 49-54.
3. Гращенков Д.В., Чурсова Л.В. Стратегия развития композиционных и функциональных материалов /В сб.: Авиационные материалы и технологии: Юбилейный научно-технический сборник (приложение к журналу «Авиационные материалы и технологии»), М.: ВИАМ. 2012. С. 231-242.
4. Семенова Л.В., Малова Н.Е., Кузнецова В.А., Пожога A.A. Лакокрасочные материалы и покрытия /В сб.: Авиационные материалы и технологии: Юбилейный научно-технический сборник (приложение к журналу «Авиационные материалы и технологии»). М.: ВИАМ. 2012. С. 315-327.
5. Кондратов Э.К., Кузнецова В.А., Семенова Л.В., Лебедева ТА. Основные направления повышения эксплуатационных, технологических и экологических характеристик лакокрасочных покрытий для авиационной техники //Журнал РХО им. Д.И. Менделеева. 2010. Т. LIV. №1. С. 96-102.
Необходимые инструменты и материалы
Для выполнения работы могут потребоваться:
Процесс связан с образованием большого количества мусора и пыли, поэтому обязательно нужно использовать маску и защитные очки. Хозяйственные перчатки тоже не помешают.
Также рекомендуется отгородить часть кухни (рабочую зону) строительной пленкой или затянуть ею дверной проем, накрыть пол и положить у выхода увлажненную тряпку.
Технология применения смывки
Порядок выполнения работы:
Методы удаления старого покрытия
Для того чтобы очистить пластиковое изделие от слоев старого красителя, остается только использовать химический способ. Давайте узнаем, чем смыть разные виды красок.
Если это водоэмульсионная краска
Для удаления водоэмульсионной краски с пластика элемент следует разогреть до 60-70°. Лучше всего данную операцию выполнять летом, а иначе существует риск деформации самого изделия по причине разности температур.
Для нагрева можно использовать строительный фен. Под воздействием горячего потока воздуха краска начнет вспучиваться, и ее легко можно будет снять с поверхности.

Акриловые, масляные и резиновые материалы

На видео: удаление краски с пластика.
Alex-Merc ›
Блог ›
Тест смывки краски (чтоб не потерять)
Тест средств для смывки старой краски
КАК МЫ ТЕСТИРОВАЛИ
Итак, утро рабочего дня, на шкале градусника в хорошо проветриваемом помещении, где проходит тестирование, +18 єС, все участники теста на своих местах.
Участник под номером один: «Смывка старой краски» от компании «Элтранс-Н».
Сидеть сложа руки на протяжении целого часа никому не хотелось, поэтому сразу вслед за номером один в ход был пущен участник под номером два: «Средство для удаления краски» компании ABRO.
Перемешав содержимое баллона и нажав на клапан распылителя, мы за считанные секунды обработали его составом сектор №2.
Проделав те же несложные манипуляции с баллоном, что и в первых двух случаях, на десять минут мы оставили томиться участок краски в секторе №3 под укрывшим ее невысоким слоем белой пены.
Четвертый сектор был отведен для испытания «Уничтожителя лакокрасочных покрытий В-52» производства ООО «Вершина».
На то, чтобы открыть упаковку и обработать с помощью кисти участок №4, времени мы потратили не больше минуты.
На этикетках «Средства для удаления старой краски» указано, что препарат предназначен для удаления масляных, алкидных, виниловых, полиуретановых, меламиноформальдегидных и других видов красок непосредственно перед процессом окрашивания.
Время реакции состава «Средства для удаления старой краски» с лакокрасочным слоем производителем не указано, рискнем предположить, что ждать необходимо до появления видимых признаков разрушения лакокрасочного покрытия.
Оставшийся седьмой сектор был отдан на растерзание «Средства для удаления краски «700» производства компании BODY.
«700» — средство, предназначенное для удаления всех типов краски с различных металлических поверхностей и не рассчитанное для работы с окрашенным пластиком.
Время реакции состава с лакокрасочным покрытием 10–20 минут.
Как и в случае с «Уничтожителем лакокрасочных покрытий В-52», состав «700»-го выполнен в гелеобразной форме, о преимуществах которой нами уже упоминалось выше. Несколько взмахов кисти над периметром седьмого поля — все, конец «посевной», теперь ждем «урожая».
С начала процесса обработки капота и до его завершения прошло чуть более двадцати минут.
Ну что тут скажешь, на этот раз «вылет В-52» обернулся не яростной бомбовой атакой, а аварийной посадкой на «брюхо».
Ну и, наконец, победитель нашего сегодняшнего теста — «Средство для удаления краски «700» компании BODY.
Простите за тавтологию, но на этот раз препарат «700» одержал действительно «чистую» победу.
Предложенные нами условия для испытаний «Смывки-геля» компании «Престиж» ничем не отличались от тех условий, что были созданы для других участников теста, включая температуру воздуха.
Предварительно хорошо размешав состав «смывки», мы наносим жирный слой гелеобразной массы на поверхность лакокрасочного покрытия в отведенном для «Смывки-геля» секторе. Закончив эту работу, запасшись терпением, ждем результата.
 3 место
3 место 2 место
2 место
 1 место
1 место Потребитель рекомендует, я тоже слышал много положительных отзывов про нее.
Потребитель рекомендует, я тоже слышал много положительных отзывов про нее.
Взято из источника: catalog.autodela.ru/article/view/3400 , но истинным правообладателем теста, судя по наклейкам «РЕКОМЕНДУЕМ», является журнал «ПОТРЕБИТЕЛЬ». Очень хороший журнал, раз делают такие полезные тесты.
Особенности очищения поверхности с помощью химических средств.
Если у вас есть склонность к химическим экспериментам, можно изготовить жидкость для снятия краски у себя в гараже. В народе широко применяют такие методы:

Сейчас в магазинах имеется широкий выбор химических средств, позволяющих намного быстрее очистить поверхность автомобиля. Специализированные жидкости за несколько минут размягчают краску и позволяют проводить покрасочные работы гораздо быстрее.
Способы удаления краски с металла
Механический
Механический способ предполагает несколько вариантов:
Термический
Лучше всего применять строительный фен. Бытовой фен и утюг — не лучшие помощники, они не предназначены для подобных работ.
В случаях когда металлические изделия невозможно снять или расположить удобно, щадящая термическая обработка наиболее безопасна
Химический
Проще всего воспользоваться универсальной смывкой краски, которая поставляется в виде жидкости, геля или аэрозоля. Но результат будет лучше, если вы узнаете какой состав имело уже ненужное декоративное покрытие и подберёте специализированное средство.
Серная кислота, которую нередко применяют для очищения кузовов автомобилей, слишком опасна для домашнего использования. Если у вас нет навыков лаборанта, не экспериментируйте и купите специальную смывку.
Лучше всего химический метод подходит для удаления пятен свежей краски. При удалении плотного слоя старого покрытия стоит комбинировать химический метод с механическим или термическим. Также не забывайте: чем старее краска, тем слабее действует смывка.
Таблица: сравнение разных методов удаления краски с металла
Как выбрать смывку для краски
Критерии выбора смывки:
Существуют специальные смывки для удаления граффити. Если вам нужно просто стереть надпись с гаражных ворот, такое средство поможет избавиться от лишней краски, не повредив декоративную отделку основания.
Таблица: производители и цены
Видео: сравнение смывок разных брендов
Советы мастеров
Мастера предлагают нам воспользоваться некоторыми советами:
Видео: полезные приёмы по работе со смывкой
Виды жидкости для снятия краски с металла
Смывка старой краски с металла различается по видам. Классификацию проводят по нескольким факторам:
Жидкость для снятия старой краски
Чтобы подобрать жидкость для снятия старой краски с металла, изучите популярные варианты:
Механические и низкотемпературные способы удаления краски.
Удаление водой под большим давлением. В этом случае с металлической подложки (к примеру, с брусьев или с сетки) краска удаляется при помощи кинетической энергии воды. Она подается с помощью водомета под давлением от 70 до 100 МПа.
Струйная очистка – это удаление лакокрасочных материалов с поверхности при помощи воздуха или воды, в которых присутствуют мелкие абразивные вещества для очищения.
Низкотемпературное удаление покрытия. Данный метод основан на охрупчивании и сжатии слоев краски, которые возникают после охлаждения подложки с помощью жидкого азота на протяжении 1-3 минут.
Следует отметить, что механические и низкотемпературные удаление краски ограничивается узкими областями применения.
Адгезионная прочность
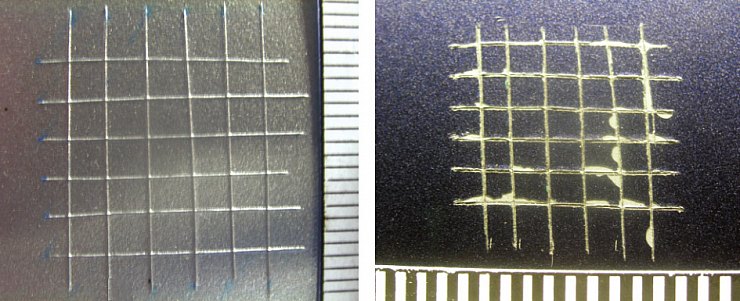 Фото 1, 2. Повреждение ЛКП в результате применения метода решетчатых надрезов
Фото 1, 2. Повреждение ЛКП в результате применения метода решетчатых надрезов
Для предотвращения повреждений лакокрасочного покрытия (ЛКП) исследование адгезии может осуществляться с помощью специальным образом заточенной препаровальной иглы. Этот
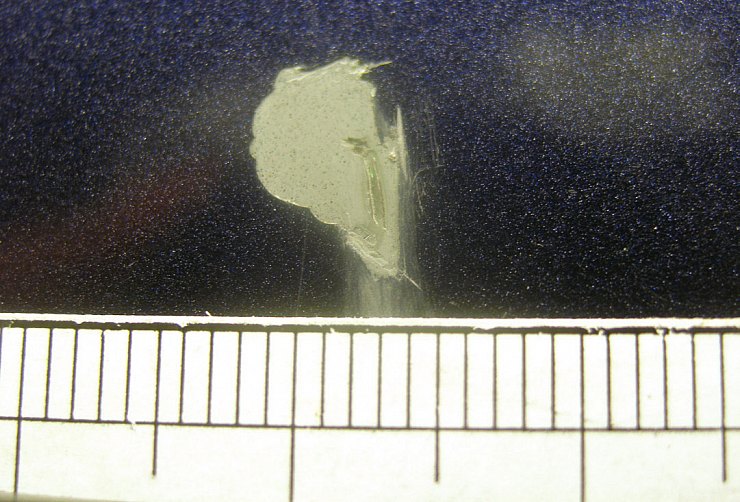
 Фото. 3, 4. Сколы ЛКП при ослабленной адгезии
Фото. 3, 4. Сколы ЛКП при ослабленной адгезии
 Фото 5. Очаг вздутия ЛКП без механического разрушения
Фото 5. Очаг вздутия ЛКП без механического разрушения
Таким образом, по совокупности признаков адгезионная прочность лакокрасочного покрытия кузова автомобиля оценивается как высокая.
Распределение механических повреждений на поверхности детали
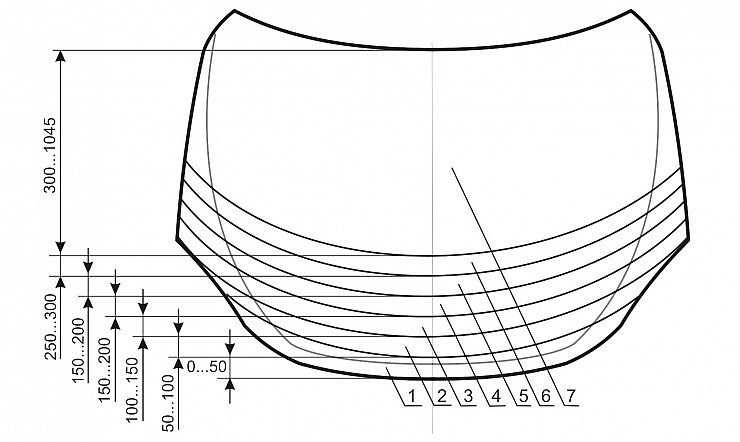 Рис. 4. Участки поверхности капота
Рис. 4. Участки поверхности капота
У исследуемого автомобиля наличие таких множественных механических воздействий на капот и другие части автомобиля, расположенные в его передней части, подтверждается следующими объективными данными:
1) множественные мелкие участки механического разрушения лакокрасочного покрытия облицовки переднего бампера;
2) множественные вдавленные участки размером 1.2 мм на облицовке переднего бампера;
3) множественные механические повреждения передней поверхности капота;
4) множественные вмятины и царапины на накладке капота, изготовленной из конструкционного пластика и имеющей блестящее металлопокрытие;
5) множественные мелкие царапины и сколы на стеклах фар;
6) мелкие сколы на внешней поверхности ветрового стекла;
7) сколы лакокрасочного покрытия на передней кромке крыши.
Совокупность этих фактов свидетельствует о том, что имела место следующая последовательность событий.
1. В результате внешнего силового механического воздействия твердых объектов возникли механические разрушения лакокрасочного покрытия на локальных участках размером 1.3 мм.
2. Механические повреждения лакокрасочного покрытия не были своевременно устранены, как это предписывается руководством по эксплуатации автомобиля. Это подтверждается тем фактом, что признаки ремонтной подкраски отсутствуют.
3. На незащищенной поверхности металла возник и развивался коррозионный процесс с образованием объемных продуктов коррозии.
4. В результате образования продуктов коррозии происходило отделение лакокрасочного покрытия от корродирующей поверхности металла, и выпуклая деформация отделившейся пленки покрытия, т.е. образование вздутия лакокрасочного покрытия.
Учитывая механизм возникновения данного вида повреждения (неисправности), вздутия лакокрасочного покрытия классифицируются как эксплуатационная неисправность, а не как производственный дефект.
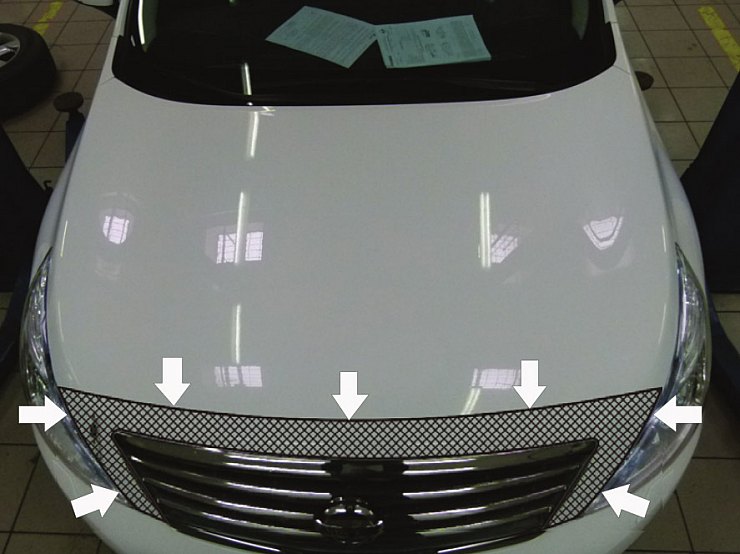 Рис. 6. Участок поверхности капота, на котором сосредоточены повреждения лакокрасочного покрытия
Рис. 6. Участок поверхности капота, на котором сосредоточены повреждения лакокрасочного покрытия
- Сергей Лосавио, Московский автомобильно-дорожный государственный технический университет
- Владимир Смольников, редактор, издатель
